

1. Pangkalahatan
Ang mga balbula ng seryeng ito ay ginagamit upang isara o buksan ang mga pipeline sa pipeline system upang mapanatili ang normal na operasyon ng system.
2. Paglalarawan ng Produkto
2.1 Kinakailangang diskarte
2.1.1 Disenyo at paggawa: API600、API603、ASME B16.34、BS1414
2.1.2 Dimensyon ng pagtatapos ng koneksyon: ASME B16.5, ASME B16.47, ASME B16.25
2.1.3 Harap-harapan o dulo hanggang dulo:ASME B16.10
2.1.4 Inspeksyon at pagsubok:API 598、API600
2.1.5 Nominal na laki:MPS2″~48″,Nominal na rating ng klase:Class150~2500
2.2 Ang mga balbula ng seryeng ito ay manu-mano (ginagalaw sa pamamagitan ng handwheel o gear box) mga balbula ng gate na may mga dulo ng flange at dulo ng welding ng butt. Ang balbula ay gumagalaw nang patayo.Kapag pinihit ang handwheel clockwise, bumababa ang gate upang isara ang pipeline;kapag pinihit ang handwheel nang pakaliwa, ang gate ay tumataas upang buksan ang pipeline.
2.3 Ang istruktura tingnan ang Fig.1, 2at3.
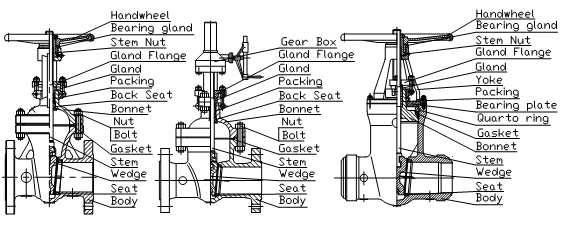
2.4 Ang mga pangalan at materyales ng mga pangunahing bahagi ay nakalista sa Talahanayan 1.
| Parteng pangalan | materyal |
| Katawan at bonnet | ASTM A216 WCB、ASTM A352 LCB、ASTM A217 WC6、 ASTM A217 WC9、ASTM A351 CF3、ASTM A351 CF3M ASTM A351 CF8、ASTM A351 CF8M、ASTM A351 CN7M ASTM A494 CW-2M、Monel |
| gate | ASTM A216 WCB、ASTM A352 LCB、ASTM A217 WC6、 ASTM A217 WC9、ASTM A351 CF3、ASTM A351 CF3M ASTM A351 CF8、ASTM A351 CF8M、ASTM A351 CN7M ASTM A494 CW-2M、Monel |
| upuan | ASTM A105、ASTM A350 LF2、F11、F22、 ASTM A182 F304(304L)、ASTM A182 F316(316L) ASTM B462、May.C-4、Monel |
| tangkay | ASTM A182 F6a、ASTM A182 F304(304L) 、ASTM A182 F316(316L)、ASTM B462、May.C-4、Monel |
| Pag-iimpake | Braided graphite at flexible graphite、PTFE |
| Stud/nut | ASTM A193 B7/A194 2H、ASTM L320 L7/A194 4、 ASTM A193 B16/A194 4、ASTM A193 B8/A194 8、 ASTM A193 B8M/A194 8M |
| Gasket | 304(316)+Grap、304(316)、May.C-4、 Monel、B462 |
| Singsing sa upuan/Disc/mga ibabaw | 13Cr、18Cr-8Ni、18Cr-8Ni-Mo、haluang metal ng NiCu、25Cr-20Ni、STL |
3. Imbakan, pagpapanatili, Pag-install at pagpapatakbo
3.1 Imbakan at pagpapanatili
3.1.1 Ang mga balbula ay dapat na naka-imbak sa tuyo at mahusay na maaliwalas na silid.Ang mga dulo ng daanan ay dapat na nakasaksak sa mga takip.
3.1.2 Ang mga balbula sa ilalim ng mahabang panahon na imbakan ay dapat suriin at linisin nang regular, lalo na ang paglilinis ng mukha ng upuan upang maiwasan ang pinsala, at ang mga natapos na ibabaw ay dapat na pinahiran ng langis na pumipigil sa kalawang.
3.1.3 Kung ang panahon ng pag-iimbak ay lumampas sa 18 buwan, ang mga balbula ay dapat na masuri at ang mga talaan ay dapat gawin.
3.1.4 Ang mga naka-install na balbula ay dapat suriin at ayusin nang regular.Ang mga pangunahing punto ng pagpapanatili ay kinabibilangan ng mga sumusunod:
1) Tinatakpan ang mukha
2) Valve stem at valve stem nut.
3) Pag-iimpake.
4) Fouling sa panloob na ibabaw ng valve body at valve bonnet
3.2 Pag-install
Bago ang pag-install, siguraduhin na ang pagkakakilanlan ng balbula (tulad ng modelo, DN, 3.2.1PN at materyal) ay minarkahan ayon sa mga kinakailangan ng pipeline system.
3.2.2 Bago i-install, maingat na suriin ang pagpasa ng balbula at sealing face.Kung mayroong anumang dumi, linisin ito ng maigi.
3.2.3 Bago i-install, siguraduhin na ang lahat ng bolts ay mahigpit na nakakabit.
3.2.4 Bago ang pag-install, siguraduhin na ang pag-iimpake ay naka-compress nang mahigpit.Gayunpaman, ang paggalaw ng balbula stem ay hindi dapat maabala.
3.2.5 Ang lugar ng pag-install ng balbula ay dapat na mapadali ang inspeksyon at operasyon.Ang mas mainam na posisyon ay dapat na ang pipeline ay pahalang, handwheel ay nasa itaas, at balbula stem ay patayo.
3.2.6 Para sa normal na saradong balbula, hindi angkop na i-install ito sa lugar kung saan napakalaki ng working pressure upang maiwasan ang pagkasira ng valve stem.
3.2.7 Ang mga socket welded valve ay dapat matugunan ang mga sumusunod na kinakailangan kapag sila ay hinangin para sa pag-install sa pipeline system sa site:
1) Ang welding ay dapat isagawa ng welder na nagtataglay ng sertipiko ng kwalipikasyon ng welder na inaprubahan ng State Boiler and Pressure Vessel Authority;o ang welder na nakakuha ng qualification certificate ng welder na tinukoy sa ASME Vol.Ⅸ.
2) Dapat piliin ang mga parameter ng proseso ng welding gaya ng tinukoy sa manwal ng pagtiyak ng kalidad ng materyal na hinang.
3) Ang kemikal na komposisyon, mekanikal na pagganap at corrosion resistance ng filler metal ng welding seam ay dapat na magkatugma sa base metal.
3.2.8 Karaniwang naka-install ang balbula, dapat na iwasan ang malaking stress dahil sa mga suporta, accessories at pipe.
3.2.9 Pagkatapos ng pag-install, sa panahon ng pagsubok ng presyon ng pipeline system, ang balbula ay dapat na ganap na buksan.
3.2.10 Bearing point: kung ang pipeline ay may sapat na lakas upang madala ang bigat ng balbula at operation torque, kung gayon ay hindi kailangan ng bearing point, kung hindi, ang balbula ay dapat na mayroong bearing point.
3.2.11 Pag-angat: huwag gumamit ng handwheel para itaas at iangat ang balbula.
3.3 Operasyon at paggamit
3.3.1 Sa panahon ng serbisyo, dapat na ganap na buksan o ganap na sarado ang valve gate upang maiwasan ang pinsala sa ibabaw ng seat ring at valve gate dahil sa high-speed medium.Hindi ito magagamit upang ayusin ang kapasidad ng daloy.
3.3.2 Kapag binuksan o isinara ang balbula, gumamit ng handwheel sa halip na auxiliary lever o gumamit ng ibang tool.
3.3.3 Sa temperatura ng pagtatrabaho, tiyaking mas mababa ang agarang presyon kaysa 1.1beses kaysa sa gumaganang presyon ng mga rating ng pressure-temperature sa ASME B16.34.
3.3.4 Ang mga kagamitang pangkaligtasan sa kaligtasan ay dapat na naka-install sa pipeline upang maiwasan ang gumaganang presyon ng balbula sa temperatura ng pagtatrabaho na lumampas sa pinakamataas na pinapahintulutang presyon.
3.3.5 Ang paghaplos at pagkabigla sa balbula ay ipinagbabawal sa panahon ng transportasyon, pag-install at panahon ng operasyon.
3.3.6 Ang pagkabulok ng hindi matatag na likido, halimbawa, ang pagkabulok ng ilang mga likido ay maaaring magdulot ng pagpapalawak ng volume at humantong sa pagtaas ng presyon sa pagtatrabaho, kaya napinsala ang balbula at nagiging sanhi ng permeation, samakatuwid, gumamit ng naaangkop na mga instrumento sa pagsukat upang alisin o limitahan ang mga salik na maaaring magdulot ng pagkabulok. ng likido.
3.3.7 Kung ang fluid ay isang condensate, makakaapekto ito sa pagganap ng balbula, gumamit ng naaangkop na mga instrumento sa pagsukat upang bawasan ang temperatura ng likido (halimbawa, upang magarantiya ang naaangkop na temperatura ng likido) o palitan ito ng ibang uri ng balbula.
3.3.8 Para sa self-inflammable fluid, gumamit ng angkop na mga instrumento sa pagsukat upang matiyak ang ambient at working pressure na hindi lalampas sa auto-ignition point nito (lalo na mapansin ang sikat ng araw o panlabas na apoy).
3.3.9 Sa kaso ng mapanganib na likido, tulad ng paputok, nasusunog.Nakakalason, mga produkto ng oksihenasyon, ipinagbabawal na palitan ang pag-iimpake sa ilalim ng presyon (bagaman ang balbula ay may ganoong function).
3.3.10 Siguraduhin na ang likido ay hindi marumi, na nakakaapekto sa pagganap ng balbula, ay hindi naglalaman ng mga matitigas na solido, kung hindi man ay dapat gumamit ng naaangkop na mga instrumento sa pagsukat upang alisin ang dumi at matitigas na solido, o palitan ito ng ibang uri ng balbula.
3.3.11 Pinahihintulutang temperatura ng pagtatrabaho:
| materyal | temperatura | materyal | temperatura |
| ASTM A216 WCB | -29~425 ℃ | ASTM A217 WC6 | -29~538 ℃ |
| ASTM A352 LCB | -46~343 ℃ | ASTM A217 WC9 | --29~570 ℃ |
| ASTM A351 CF3(CF3M) | -196~454 ℃ | ASTM A494 CW-2M | -29~450 ℃ |
| ASTM A351 CF8(CF8M) | -196~454 ℃ | Monel | -29~425 ℃ |
| ASTM A351 CN7M | -29~450 ℃ |
| - |
3.3.12 Siguraduhin na ang materyal ng valve body ay angkop para sa paggamit sa corrosion resistant at rust prevention fluid environment.
3.3.13 Sa panahon ng serbisyo, suriin ang pagganap ng sealing ayon sa talahanayan sa ibaba:
| Point ng inspeksyon | tumagas |
| Koneksyon sa pagitan ng valve body at bonnet | Zero |
| Packing seal | Zero |
| upuan ng balbula | Ayon sa teknikal na pagtutukoy |
3.3.14 Regular na suriin ang pagkasuot ng sealing face.Pag-iimpake ng pagtanda at pinsala.Gumawa ng pagkumpuni o pagpapalit sa oras kung may nakitang ebidensya.
3.3.15 Pagkatapos kumpunihin, muling i-assemble at ayusin ang balbula, ang pagganap ng higpit ng pagsubok at gumawa ng record.
3.3.16 Ang pagsusuri at pagkukumpuni sa loob ay dalawang taon.
4. Mga posibleng problema, sanhi at mga hakbang sa paglunas
| Paglalarawan ng problema | Posibleng dahilan | Mga hakbang sa remedial |
| Leak sa pag-iimpake | Hindi sapat na naka-compress na pag-iimpake | Muling higpitan ang packing nut |
| Hindi sapat na dami ng pag-iimpake | Magdagdag ng higit pang pag-iimpake | |
| Nasira ang packing dahil sa matagal na serbisyo o hindi tamang proteksyon | Palitan ang pag-iimpake | |
| Tumutulo sa valve seating face | Marumi ang mukha ng upuan | Alisin ang dumi |
| Nakasuot ng mukha sa upuan | Ayusin ito o palitan ang seat ring o valve gate | |
| Nasira ang seating face dahil sa matitigas na solids | Alisin ang matitigas na solido sa likido, ayusin o palitan ang singsing ng upuan o gate ng balbula, o palitan ng ibang uri ng balbula | |
| Tumagas sa koneksyon sa pagitan ng valve body at valve bonnet | Ang mga bolts ay hindi maayos na nakakabit | Pare-parehong i-fasten ang mga bolts |
| Nasira ang seating surface ng valve body at valve bonnet flange | Ayusin ito | |
| Nasira o sirang gasket | Palitan ang gasket | |
| Ang mahirap na pag-ikot ng handwheel o valve gate ay hindi mabubuksan o maisara | Masyadong mahigpit ang pagkakatali ng pag-iimpake | Tamang paluwagin ang packing nut |
| Deformation o baluktot ng sealing gland | Ayusin ang sealing gland | |
| Nasira ang valve stem nut | Itama ang thread at alisin ang dumi | |
| Sirang o sirang valve stem nut thread | Palitan ang valve stem nut | |
| Baluktot na balbula stem | Palitan ang valve stem | |
| Maruming gabay sa ibabaw ng valve gate o valve body | Alisin ang dumi sa ibabaw ng gabay |
Tandaan: Ang taong nagseserbisyo ay dapat may kaugnay na kaalaman at karanasan sa mga balbula.
5. Warranty
Matapos gamitin ang balbula, ang panahon ng warranty ng balbula ay 12 buwan, ngunit hindi lalampas sa 24 na buwan pagkatapos ng petsa ng paghahatid.Sa panahon ng warranty, ang tagagawa ay magbibigay ng serbisyo sa pag-aayos o mga ekstrang bahagi nang walang bayad para sa pinsala dahil sa materyal, pagkakagawa o pinsala sa kondisyon na ang operasyon ay tama.
Oras ng post: Mayo-19-2022