

1. Pagpapanatili ng balbula ng gate
1.1 Ang pangunahing teknikal na mga parameter:
DN: NPS1”~ NPS28”
PN: CL150~CL2500
Materyal ng mga pangunahing bahagi: ASTM A216 WCB
Stem—ASTM A276 410;Upuan—ASTM A276 410;
Nagtatatak ng mukha—VTION
1.2 Mga Naaangkop na Code at Pamantayan: API 6A, API 6D
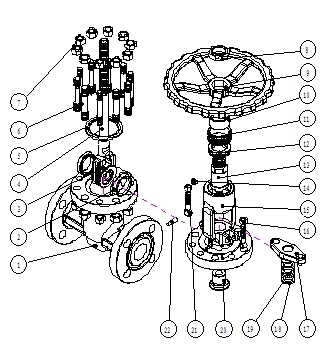
1.3 Ang istruktura ng balbula (tingnan ang Fig.1)
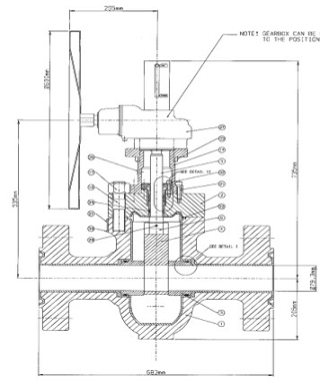
Fig.1 Gate valve
2. Inspeksyon at pagpapanatili
2.1:Inspeksyon ng panlabas na ibabaw:
Siyasatin ang panlabas na ibabaw ng balbula upang suriin kung may pinsala, at pagkatapos ay bilangin;Gumawa ng isang talaan.
2.2 Siyasatin ang shell at tinatakan:
Suriin kung may tumagas na sitwasyon at gumawa ng rekord ng inspeksyon.
3. I-disassemble ang Valve
Dapat na sarado ang balbula bago i-disassemble at paluwagin ang connecting bolts.Dapat piliin ang naaangkop na hindi nababagay na spanner sa mas maluwag na bolts,Ang mga mani ay madaling masira ng adjustable na spanner.
Ang mga kalawang na bolts at nuts ay dapat ibabad ng kerosene o likidong pantanggal ng kalawang;Suriin ang direksyon ng screw thread at pagkatapos ay dahan-dahang i-twist.Ang mga disassembled na bahagi ay dapat na may bilang, markahan at panatilihing maayos.Ang stem at gate disc ay dapat ilagay sa bracket upang maiwasan ang scratch.
3.1 Paglilinis
Siguraduhin na ang mga ekstrang bahagi ay nililinis ng mahina sa pamamagitan ng brush na may Kerosene, gasolina, o mga ahente ng paglilinis.
Pagkatapos maglinis, siguraduhing walang grasa at kalawang ang mga ekstrang bahagi.
3.2 Inspeksyon ng mga ekstrang bahagi.
Siyasatin ang lahat ng mga ekstrang bahagi at gumawa ng isang talaan.
Gumawa ng angkop na plano sa pagpapanatili ayon sa resulta ng inspeksyon.
4. Pag-aayos ng mga ekstrang bahagi
Ayusin ang mga ekstrang bahagi ayon sa resulta ng inspeksyon at plano sa pagpapanatili;palitan ang mga ekstrang bahagi ng parehong mga materyales kung kinakailangan.
4.1 Pag-aayos ng gate:
①Pagkukumpuni ng T-slot:Maaaring gamitin ang welding sa T-slot fracture repair, Tamang T-slot distortion, Weld both sides with reinforcing bar.Maaaring gamitin ang surfacing welding upang ayusin ang ilalim ng T-slot.Sa pamamagitan ng paggamit ng heat treatment pagkatapos ng welding upang maalis ang stress at pagkatapos ay gamitin ang PT penetration upang siyasatin.
②Pagkukumpuni ng nahulog:
Ang ibig sabihin ng nalaglag ay ang agwat o malubhang dislokasyon sa pagitan ng mukha ng sealing ng gate at mukha ng sealing ng upuan.Kung parallel gate balbula bumaba, maaari weld itaas at ibaba wedge, pagkatapos, proseso paggiling.
4.2 Pag-aayos ng sealing face
Ang pangunahing sanhi ng panloob na pagtagas ng balbula ay tinatakan ang pinsala sa mukha.Kung malubha ang pinsala, kailangang magwelding, mag-machining at gumiling ng sealing face.Kung hindi seryoso, nakakagiling lang.Ang paggiling ay ang pangunahing paraan.
a.Ang pangunahing prinsipyo ng paggiling:
Pagsamahin ang ibabaw ng tool sa paggiling kasama ng workpiece.Mag-inject ng abrasive sa pagitan ng mga ibabaw, at pagkatapos ay ilipat ang grinding tool upang gumiling.
b.Paggiling ng gate sealing face:
Grinding mode: manual mode operation
Pahiran ang nakasasakit sa plato nang pantay-pantay, ilagay ang workpiece sa plato, at pagkatapos ay paikutin habang giling sa tuwid o "8" na linya.
4.3 Pag-aayos ng tangkay
a.Kung ang anumang gasgas sa stem sealing face o magaspang na ibabaw ay hindi tumugma sa pamantayan ng disenyo, ang sealing face ay dapat ayusin.Mga paraan ng pag-aayos: flat grinding, Circular grinding, Gauze grinding, machine grinding at Cone grinding;
b.Kung ang valve stem ay nakabaluktot>3%,proseso ang Straightening treatment sa pamamagitan ng center less grinding machine upang matiyak ang surface finish at iproseso ang crack detection.Mga paraan ng straightening: Static pressure straightening, Cold straightening at Heat straightening.
c.Pag-aayos ng ulo ng stem
Ang ibig sabihin ng stem head ay mga bahagi ng stem (stem sphere, stem top, top wedge, connecting trough atbp) na konektado sa mga bukas at malapit na bahagi.Mga paraan ng pag-aayos: pagputol, hinang, insert ring, insert plug atbp.
d.Kung hindi matugunan ang iniaatas sa inspeksyon, dapat muling gumawa ng parehong materyal.
4.4 Kung ang anumang pinsala sa ibabaw ng flange sa magkabilang panig ng katawan, ay kailangang iproseso ang machining upang tumugma sa karaniwang kinakailangan.
4.5 Ang magkabilang panig ng body RJ na koneksyon, kung hindi tumugma sa karaniwang kinakailangan pagkatapos ng pagkumpuni, ay dapat na hinangin.
4.6 Pagpapalit ng mga suot na bahagi
Kasama sa pagsusuot ng mga piyesa ang gasket, packing, O-ring atbp. Ihanda ang pagsusuot ng mga piyesa ayon sa mga kinakailangan sa pagpapanatili at gumawa ng rekord.
5. Magtipon at mag-install
5.1 Mga Paghahanda: Maghanda ng mga naayos na ekstrang bahagi, gasket, packing, mga tool sa pag-install.Ilagay ang lahat ng mga bahagi sa pagkakasunud-sunod;huwag humiga sa lupa.
5.2 Pagsusuri sa paglilinis: Linisin ang mga ekstrang bahagi (fastener, sealing, tangkay, nut, katawan, bonnet, pamatok atbp) gamit ang Kerosene, gasolina o ahente ng paglilinis.Tiyaking walang grasa at kalawang.
5.3 Pag-install:
Sa una, suriin ang indentation ng stem at gate sealing mukha kumpirmahin ang pagkonekta sitwasyon;
Purge, punasan ang katawan, bonnet, gate, sealing face para manatiling malinis, Mag-install ng mga ekstrang bahagi sa pagkakasunud-sunod at higpitan ang mga bolts nang simetriko.
Oras ng post: Mayo-19-2022